Noticias de la compañía
Análisis de errores generado durante la verificación de la máquina de prueba universal electrónica
Tiempo de lanzamiento:2018-11-23 fuente:Jinan Hengsi Shanda Instrument Co., Ltd. Navegar:
1. Errores causados por el entorno de detección
Máquina de prueba universal electrónicaEl sitio, la temperatura, la humedad y la vibración de la verificación son razones objetivas del error en los datos de detección durante la verificación de medición. Por ejemplo, una máquina de prueba de presión electrónica, debido a los cambios en el clima natural en primavera, verano, otoño e invierno, son los conectores mecánicos de la máquina de prueba de presión, los sensores y los dispositivos estándar, lo que causará pequeñas desviaciones en los datos de verificación metrológica. Este ligero error debe captarse en la práctica de inspección a largo plazo, constantemente explorada y corregida científicamente para garantizar la autenticidad y confiabilidad de los datos de verificación metrológica.
2. Error causado por instrumentos de medición de fuerza estándar
En la actualidad, la mayoría de las máquinas de pruebas universales electrónicas utilizan dinamómetros estándar (compuestos principalmente de sensores y pantallas). Los errores de cuantización exclusivos de estos dinamómetros estándar son la causa directa de los errores metrológicos. Aunque el dinamómetro estándar utilizado para la transmisión de la cantidad se realiza periódicamente y la comparación de laboratorio de acuerdo con las regulaciones nacionales, dado que el dinamómetro estándar es dinámico en la calibración a largo plazo, naturalmente causará desgaste y fatiga durante el proceso de movimiento y uso, lo que causará ciertos errores durante el proceso de calibración. Por lo tanto, los dinamómetros estándar deben fortalecer la supervisión y el control, fortalecer el mantenimiento de máquinas de prueba de material universal, confirmar y realizar una verificación periódica regular e irregular después de cada manejo, y realizar pruebas repetitivas y de estabilidad de acuerdo con las 1033 especificaciones de evaluación estándar metrológica cada año para garantizar la precisión y la confiabilidad de los datos de verificación metrológica.
3. Error causado por el método de verificación
Actualmente, los procedimientos citados para la verificación de máquinas de pruebas universales electrónicas son:
JJG139-1999 "Máquina de prueba de material de tenencia y regulación de verificación de materiales universales", JJG475-2008 "Regulaciones de verificación de prueba universal electrónica", JJG474-2008 "Regulaciones de verificación de prueba de material universal de madera" Máquina de prueba universal de madera ", JJG157-2008" Regulaciones de verificación de presión de tensilla no metal y Máquina de Tensas Universales ".
En los procedimientos anteriores, hay dos métodos para calcular el error de visualización y la repetibilidad de la pantalla:
4. Errores causados por la operación del personal de medición y verificación
En el trabajo de medición y verificación, cada personal de verificación tiene diferentes niveles profesionales. Debido a su diferente nivel técnico y finura, incluso si se utiliza el mismo procedimiento de medición y verificación para la verificación de la misma máquina de prueba de material universal electrónico, habrá leves errores. Además, los métodos de control de velocidad y lectura de cada inspector que opera la válvula de entrada de aceite durante la calibración son diferentes. Algunos inspectores pueden operar la válvula de entrada de aceite en el dispositivo de visualización para identificarlo claramente de acuerdo con el último número, y algunas personas pueden leer los datos sincronizados con el instrumento de medición de fuerza estándar. Algunas damas pueden controlar muy bien la velocidad de entrada de aceite, mientras que algunas personas se mueven muy duro y la entrada de aceite se está moviendo hacia adelante y hacia atrás. La existencia de la fuerza de fricción del tanque de aceite afectará inevitablemente los resultados de la calibración.
5. Precalecimiento completo y pre -previsor de instrumentos de medición de fuerza estándar y máquinas de pruebas de presión electrónica
En la actualidad, la carga de trabajo del inspector es pesada, y el precalentamiento y la pre-presión antes de que la inspección no se haga bien. Una gran parte del dinamómetro estándar y la máquina de prueba universal electrónica están compuestas de componentes electrónicos, que precalentan completamente los componentes electrónicos. El tiempo de precalentamiento es la clave para garantizar la estabilidad del valor de visualización del dinamómetro estándar y la máquina de prueba universal electrónica. La prensado puede eliminar la fricción de las partes mecánicas. No es demasiado prepasar tres veces antes de la verificación en las regulaciones.
6. Errores causados por la instalación incorrecta de la máquina de prueba
Si la máquina de prueba no se instala horizontalmente, aumentará la fricción entre las partes móviles, afectando la instalación vertical, causando así errores en los datos de verificación. Aquí, Jinan Hengsi Shanda Instruments cita un conjunto de datos del trabajo de calibración diaria (como se muestra en la Tabla 1) para ilustrar.
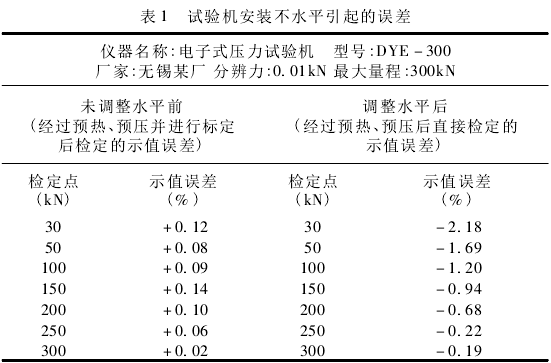
De la Tabla 1, se puede ver que la verificación de datos después de la calibración antes de ajustar el nivel se califica, pero los datos de verificación excederán el límite una vez que se ajuste el nivel. Por lo tanto, durante la verificación, especialmente cuando el probador de presión se verifica por primera vez, es necesario verificar si la prensa está instalada en el mismo nivel.
7. Las placas de presión superior e inferior y las superficies esféricas no se han limpiado ni se han limpiado
En la actualidad, el banco de trabajo (banco de trabajo superior o inferior) del probador de presión tiene una cabeza de pelota, que tiene la intención de eliminar las fuerzas laterales. Se asegura que la fuerza aplicada por la máquina de prueba de presión sea consistente con la fuerza expuesta por el objeto que se está probando. Sin embargo, debido al puente insatisfactorio entre la cabeza de la pelota y el soporte, las cosas son contrarias a sus expectativas, lo que resulta en la fuerza generada por la máquina de prueba de presión que no actúa perpendicularmente en el bloque de prueba que se está probando, y se introduce un riesgo de error. Por ejemplo: verificamos una máquina de prueba de presión electrónica para el campo de haz de cambio de China Railway 22nd Bureau Group Co., Ltd. Los resultados de la calibración son precisos dentro del nivel de precisión especificado. Sin embargo, inesperadamente, la diferencia entre los resultados de los bloques de prueba de concreto C55 en el mismo grupo por la máquina de prueba de presión electrónica y los resultados reales es de aproximadamente 150kn, lo que está mucho más allá del error del 7% entre los laboratorios. Después del análisis de desmontaje, se descubrió que el tornillo que conecta la cabeza de la bola de la placa de presión en la máquina de prueba estaba severamente deformada e inclinada, y la cabeza de la pelota se convirtió en una fuerza de un solo lado. Se puede ver a partir de esto que es necesario limpiar y moler las placas de presión superior e inferior y las superficies esféricas antes de realizar la prueba de presión y la verificación.
8. Error causado por la resolución del probador de presión bajo prueba
Dado que la resolución de las máquinas de prueba de presión que se inspeccionan es diferente, algunas son 0.1kn, algunas son de 0.01 kN y algunas son de 0.001 kN, el error del personal de verificación puede leer el error causado por la diferente cantidad de bits al leer la máquina de prueba.
http://www.hssdtest.com/
Productos recomendadosPRODUCTS